إنتاج طرف اصطناعي جزئي بإطار معدني في المختبر
مقدمة
يخطط
- مراجعة نماذج العمل
- إعداد نماذج العمل
- تحضير النسخة المتماثلة في مادة مقاومة للحرارة
- تحضير نموذج الهيكل
- تثبيت القضبان وصب المخروط والطلاء
- التدفئة التحضيرية
- صب السبائك
- التشطيبات
- مفصل
- اختيار وتركيب الأسنان الاصطناعية
- بلمرة قواعد الراتنج
الخاتمة الببليوغرافيا
مقدمة :
يتطلب إنتاج طرف اصطناعي جزئي قابل للإزالة سلسلة تكنولوجية معملية صارمة تهدف إلى الحفاظ على جميع المعلومات التي يقدمها الطبيب وتطوير طرف اصطناعي صحيح يلبي جميع متطلبات الأطراف الاصطناعية.
- مراجعة نماذج العمل:
بعد إجراء التحضيرات في الفم وأخذ الانطباع، يجب على الممارس مقارنة نموذج العمل الذي تم الحصول عليه مع نموذج الدراسة. من المستحسن إعادة إنتاج المشروع الموضح في نموذج الدراسة (محور الإدخال ونوع الخطافات ومستحضرات الأسنان) على نموذج العمل.


من الضروري وضع نموذج العمل مرة أخرى على الموازي من أجل التحقق من محور الإدخال الذي تم اختياره بالفعل وإعادة تتبع خط التوجيه على أسنان دعم الخطاف من أجل تحديد مناطق القطع السفلية اللازمة لعناصر الاحتفاظ ومناطق القطع السفلية القابلة للاستخدام لعناصر تثبيت الهيكل.



- إعداد نماذج العمل:
وهو عبارة عن إزالة جميع المناطق الغائرة باستثناء تلك المخصصة لأطراف الاحتفاظ بالخطافات. ويتضمن مرحلتين:
– إزالة المناطق المقطوعة على مستوى أسنان دعم الخطاف عن طريق سكب الشمع السائل (من الحافة الهامشية للثة إلى الحد اللثوي السفلي للخطاف)؛


– إنشاء مناطق تصريف
- في موقع الشريط اللساني (يجب ترك مسافة 0.4 مم لتجنب أي تقرح).
- على مستوى مناطق حساسة معينة (الحلقة، الحليمة القاطعة الخلفية، القطع القوي).
- على مستوى المناطق الخالية من الأسنان للسماح بالتثبيت الميكانيكي للراتنج بين السروج المعدنية والنموذج.
- على مستوى أذرع الخطاف المحددة المتباعدة عن اللثة (مثال على خطاف Roach T).


- إعداد النسخة المتماثلة في المواد المقاومة للحرارة:
يجب إعداد نسخة طبق الأصل من النموذج المعد، والتي تسمى “نسخة طبق الأصل”، لأنه يتم عليها وضع نموذج الشمع للهيكل وصب القالب.
السبيكة.
يتم صنع هذه النسخة المكررة على النحو التالي:
-1- أخذ طبعة للنموذج المحضر بالجيلاتين وهو عبارة عن هيدروكولويد قابل للعكس، يتم حفظه في جهاز تدفئة (جيلاتين) مضبوط على 50 درجة مئوية.
تتطلب هذه الخطوة استخدام مافل جيلاتيني يوضع بداخله النموذج المحضر بعد ترطيبه ثم تجفيفه بالهواء المضغوط.
ثم يسكب الجيلاتين في الموف حتى يتشبع.
بعد أن يجف الجيلاتين (ساعة واحدة من التبريد)، تتم إزالة النموذج الأولي بعناية.



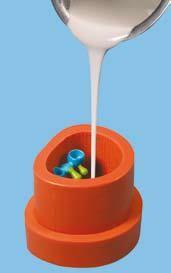
-2- صب الطبعة في المادة المقاومة للحرارة:
كل طلاء يتم تسويقه له خصائصه الخاصة وتعليماته الخاصة للاستخدام، وبالتالي من الضروري اتباع تعليمات الشركة المصنعة فيما يتعلق بالجرعة وبروتوكول الاستخدام.
تُستخدم الطلاءات المرتبطة بالفوسفات أو السيليكات في صناعة السبائك ذات نطاق الانصهار الأكبر من 1100 درجة (سبائك الكروم والكوبالت).
يتم خلط المادة تحت الفراغ وصبها على جهاز اهتزازي في طبعة الجيلاتين.



بعد مرور ساعة، يمكن فصل “DUPLICATA” عن الجيلاتين، والذي سيتم تجفيفه بعد ذلك في فرن على درجة حرارة 200 درجة مئوية لمدة 45 دقيقة ثم غمسه بسرعة في حمام التصلب.


- إعداد نموذج الهيكل :
يتم نحت الإطار باستخدام عناصر جاهزة تسمى “PREFORMS” يتم تسويقها بالشمع أو البلاستيك والتي سيتم لصقها على سطح الغطاء.


يتم نحت نموذج الهيكل على خمس مراحل:
– ملء الفراغات المخصصة للسدادات الإطباقية بالشمع،
-تركيب الخطافات المختلفة،
– تركيب شبكات الاحتجاز على مستوى السرج،
-إعداد التوصيلات المختلفة (الرئيسية والثانوية)،
-إنهاء النموذج بالشمع. عند الانتهاء، يجب الحرص على عدم إنشاء نقاط ضعف في مناطق التوصيل.
في نهاية هذه الخطوة، يصبح النموذج جاهزًا لوضعه داخل الأسطوانة.




- تثبيت القضبان ومخروط الصب والطلاء:
- تثبيت القضبان والمخروط المصبوب
بعد الانتهاء من نحت النموذج، يجب ربط قضبان الصب بهذا الهيكل، ودورها هو توصيل السبائك المنصهرة إلى النموذج الذي سيتم صبه. يختلف عددها حسب مساحة اللوحة وعدد الخطافات.



يجب أن تتقارب كل هذه القضبان نحو قضيب رئيسي متصل بدوره بمخروط صب مطاطي أو شمعي سيتم وضعه مقابل بوتقة الصهر.
- طلاء
يتم تثبيت النموذج على قاعدة الأسطوانة باستخدام شمع غير هش.
يتم استخدام نفس الطلاء المستخدم في النسخة المكررة مع مراعاة تعليمات الاستخدام.
بعد تثبيت الاستثمار وإزالة الأسطوانة، يتم فصل مخروط الصب عن الأسطوانة، ويظهر القضيب الرئيسي في أسفل الانطباع. يتم بعد ذلك وضع الأسطوانة في الفرن بحيث يتجه المخروط المصبوب إلى الأسفل.


- التسخين التحضيري:
يتم إجراء التسخين البطيء على مراحل تتراوح من 10 إلى 15 دقيقة، أولاً عند 300 درجة مئوية، ثم عند 600 درجة مئوية، وأخيراً مرحلة مدتها 45 دقيقة عند درجة حرارة انصهار السبائك التي تبلغ 1050 درجة لكروم الكوبالت.
هذه التدفئة لها الأهداف التالية:
- لإزالة جميع آثار الشمع والرطوبة،
- للتخلص من الغازات غير المرغوب فيها المتكونة،
- لتطوير كمية التوسع المطلوبة للطلاء،
- لتقليل الفرق بين درجة حرارة الأسطوانة ودرجة حرارة السبائك المنصهرة.

- صب السبائك:
في نهاية هذه المرحلة، يمكن البدء في صب المعدن الفعلي؛ ولتحقيق هذه الغاية، من الضروري صهر السبائك المستخدمة للسماح لها بالتدفق إلى داخل الأسطوانة.
السبائك الأكثر استخدامًا في الأطراف الصناعية الجزئية ذات الإطار المعدني هي الكروم والكوبالت (المعروف في الصناعة باسم ستيليت) لصلابتها الممتازة تحت السماكة المنخفضة وتحملها البيولوجي الجيد وسعرها المناسب.
في المرحلة الثالثة تتم عملية الصب. يتم إجراء هذا الصب إما عن طريق الطرد المركزي أو عن طريق الضغط / الاكتئاب.
- التشطيبات:
- خشونة الجزء الاصطناعي: بعد الصب، يتم تبريد الأسطوانة في الهواء الطلق. يتم بعد ذلك كسرها باستخدام مطرقة من خلال النقر على الثلث من الأسطوانة على جانب النموذج.
يتم بعد ذلك استعادة الجزء الاصطناعي، ونفخه بالرمل لإزالة بقايا الطلاء وطبقة الأكسيد التي تغطي سطح المعدن.
في هذه المرحلة يتم قطع قضبان الصب، ثم تأتي مرحلة التلميع الكهربائي (يلعب الهيكل دور الأنود القابل للذوبان على سطحه) في وسط حامضي، ثم يتم الشطف بالماء للانتهاء.



- التلميع الميكانيكي: يتم صقل الجزء بالكامل باستخدام سلسلة من الأدوات الدوارة لإزالة كل الخشونة على سطح الصب، يليه التلميع باستخدام فرشاة شعر الخيل – جلد الشامواه – لإعطاء الصب مظهرًا لامعًا.
في نهاية هذه الخطوة، يلزم إجراء فحص نهائي للتأكد من التكيف الصحيح للجزء الاصطناعي مع النموذج الأولي الذي تم تحريره مسبقًا من شمع التفريغ.



- تركيب المفصلة:
يتم بعد ذلك تجربة الإطار في الفم، ويتم تسجيل الإطباق باستخدام الإطار كدعم لنموذج الإطباق.
يتم تثبيت النماذج العاملة في المفصلة ويمكن البدء في تجميع الأسنان الاصطناعية.
- اختيار وتركيب الأسنان الاصطناعية:
يتم اختيار الأسنان الاصطناعية من حيث المادة واللون والأبعاد والشكل.
يتم تجميع الأسنان وفقًا لقواعد التجميع الكلاسيكية، وهي:
- محاور الأسنان الأمامية (في المستويات الثلاثة السهمية والأفقية والأمامية)،
- دمج الوجه القريب للسن الاصطناعية في كتف الخطاف،
- احترام خط التلال للأسنان الخلفية من أجل تحديد الأخاديد المتوسطة والبعيدة على نفس الخط.
- بلمرة قواعد الراتنج:
تعتبر عملية بلمرة قواعد الراتنج أكثر تعقيدًا بشكل كبير بسبب وجود إطار معدني به العديد من الخطافات.
يتم إجراء عملية الموف على قالب العمل مما يتميز بعدم فقدان دقة الانطباع . ما يميز هذا الإعداد هو أن الإطار مستثمر بالكامل في الجص. يتم تنفيذ الخطوات الكلاسيكية للغليان، وإعداد الراتنج القابل للبلمرة الحرارية، والحشو، والضغط وأخيرا البلمرة. يجب أن تتم عملية إزالة القالب بعناية، نظرًا لهشاشة العناصر المكونة للهيكل. إن استخدام السيليكون عالي اللزوجة الموضوع بجوار العناصر الهشة يسهل عملية استعادة الطرف الاصطناعي المستثمر في الحشوة.
خاتمة :
إن احترام السلسلة التكنولوجية يسمح لنا بتطوير إطار معدني يتناسب مع الفم مع أقل قدر ممكن من التعديلات.
ب- السيرة الذاتية:
[1]- O’BRIEN, RYGE ترجمة وتعديل بيير ديسوتيلز، مواد طب الأسنان الدقيقة ودليل الاختيار،
جيتان مورين المحرر؛
[2]- سكينر وفيليبس،
علم مواد طب الأسنان، جوليان بريلا، باريس 1971؛
[3]- BEGO، الطرف الاصطناعي المعدني القابل للإزالة،
مقدم الرعاية الرسمي للفرق الأولمبية الألمانية منذ عام 2002.
[4]- O. LAVIOLE، E. d’INCAU، J. BROUSSEAUD، V. ICHANE و I. QUEGUINER، D. BLONDEL و L. ARNOULD،
من الانطباع إلى اختبار الإطار المعدني: الخطوات المعملية والتداعيات السريرية، استراتيجية الأطراف الاصطناعية سبتمبر 2005 • المجلد 5، العدد 4؛
[5]- P. Rocher، J.-J. Guyonnet، G. Grégoire، العمل مع السبائك السنية،
EMC طب الأسنان 23-360-A-10، 2004؛
إنتاج طرف اصطناعي جزئي بإطار معدني في المختبر
قد تتطلب التجاويف العميقة علاج قناة الجذر.
تعمل قشور الأسنان على تصحيح الأسنان المكسورة أو المتغيرة اللون.
يمكن أن تؤدي الأسنان غير المستقيمة إلى تآكل غير متساوٍ.
تحافظ زراعة الأسنان على بنية عظام الفك.
تساعد غسولات الفم المحتوية على الفلورايد على منع تسوس الأسنان.
يمكن أن تؤثر أسنان الأطفال المتسوسة على موضع الأسنان الدائمة.
تعمل فرشاة الأسنان الكهربائية على تنظيف المناطق التي يصعب الوصول إليها بشكل أكثر فعالية.